Производство
Схема производства
Процесс литья
| Шаг 1. Команда инженеров по литью под давлением - дружественный к литью дизайн | |
| 24-летний опыт Lin Chiao в литье сплавов позволяет им находить инновационные решения для точного и универсального процесса литья под давлением. | 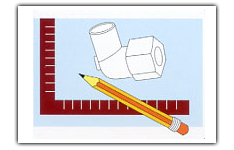 |
| Шаг 2. Условия, время и стабильность восковой модели / воскового впрыска | |
| При впрыскивании воска в форму, давление впрыска воска (7-12 кг/см2 или 50 кг/см2), предварительно нагретая температура формы, время и температура впрыска воска, температура в комнате для впрыска воскового образца и метод охлаждения формы после впрыска воска являются важными факторами для процесса впрыска воска. В процессе литья также применяется воск, растворимый в воде. | 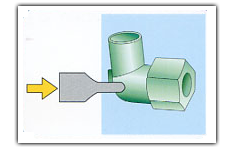 |
| Шаг 3. Сборка восковой модели | |
| Восковая модель извлекается из формы, сотрудники удаляют заусенцы на восковой модели и убеждаются, что поверхность чистая. | 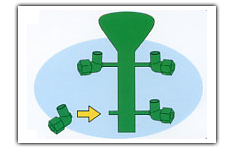 |
| Шаг 4. Изготовление раковины при литье методом восковой модели - погружение | |
| Керамическая раковина представляет собой комбинацию керамического раствора, который содержит коллоидный диоксид кремния, алюминий, штукатурку и т. д. Дерево погружается в керамический раствор до достижения необходимой толщины. | 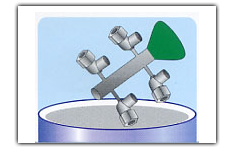 |
| Шаг 5. Покрытие песком | |
| Покрытие песком занимает около трех дней для завершения всего процесса, включая время высыхания и процедуры. |  |
| Шаг 6. Отжиг | |
| Воск удаляется после нанесения покрытия. | 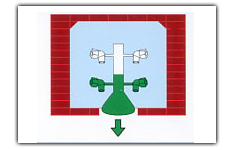 |
| Шаг 7. Обжиг раковинной формы | |
| Литейные формы обжигаются в печи при температуре 1800 градусов по Фаренгейту с использованием пара для удаления летучих веществ. | 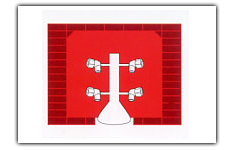 |
| Шаг 8. Плавка расплавленного металла | |
| Жидкий металл заливается в инвестиционную форму; время и температура являются важными факторами для этого шага. | 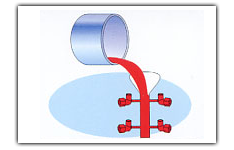 |
| Шаг 9. Удаление формы | |
| Удар по форме с помощью вибрационной машины | 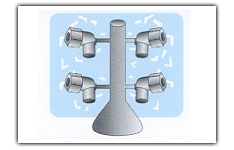 |
| Шаг 10. Удаление отливки | |
| Изделие отливки отделяется от дерева. |  |
| Шаг 11. Отделка отливки | |
| Обработка без заусенцев, полировка и шлифовка. |  |
| Шаг 12. Контроль качества | |
| Каждое изделие отливки проверяется различными испытательными машинами для обеспечения его качества. |  |
| Шаг 13. Доставка | |
| QC пройден -> Доставка |  |
- Фильмы